|
|
|
|
Remade Christmas glass decoration with glass fiber
www.derchristbaum.com
Credit: Der Christbaum, Neuhaus, Germany
|
|
|
THE TECHNIQUE OF GLASS FIBRES / FIBRE GLASS part I
Angela van der Burght & Riekje Jouvenaz-Broekman
In nature, refined glass threads can be found after volcano eruptions as the wind blows firmly over the red-glowing lava and shapes the so-called Goddesses-hair and Pele's hair.
Man-made glass fibres are described in this article.
|

|
Posted 2 February 2015
|
Share this:
|
|
Glass fibre or fibre glass is the collective noun for fibres of glass with a diameter of 0,1 mm up to 0,001 mm. Because of the modern technical developments of glass sorts and the manufacturing of glass fibres, E- and M-commerce, new communication systems and changing legislation concerning the environment and security, more applications for glass fibres have been developed. Three main groups can be distinguished: Textile glass fibres, Insulation glass fibres and Optic or Light conducting fibres. The last two fibres will be described in a future article about the technique of Glass-optics. Another article will discuss the pulling of Mosaic glass and Filigree: techniques where threads over 0,1 mm thickness are used. NB: Using a photograph, it is not easy to identify whether or not a fibre is made from glass, carbon or plastic material. However, this articles’ photographs show glass fibres.
|
|
|
|
|
|
|
Technical origin
The making of fibreglass threads is mentioned analogue to textile techniques like spinning, weaving, twisting, crochet, making bobbin lace…. The substances from which endless threads can be made are called filaments or elementary threads. Those with a certain length are called fibres. NB: Glass spinning is also considered a technical principle where a glass thread has been trailed or threaded and twisted from a hot mass onto glass container forms or into open basket-shapes. Filament threads consisting of one (mono) or more (multi) filaments, where the continuous length is extruded by a spinning nozzle with one or more holes is called chemical spinning. Fibre threads are made of fibres of a certain length that are equally divided and laid parallel, called fuse thread or pre-threads, then twisted together by a mechanical spinning. Twisting is simply, turning the fibres into one single thread and to twine is twisting two or more threads into a thicker, stronger or multi coloured threads. By plaiting and weaving threads we form tissues. Felts or membranes arise from loose fibres, called dry wadding or wet (glued) felt. After stitching, these type of glass fibres are called needle mat or felt.
|
|
|
|
The history
The technique of glass fibres arose in the 1930’s through experiments with pulling glass threads horizontally and vertically out of glass bars. A lot of glass factories in the Thüringerwald, Germany, already made hand-drawn tubes, bars, and rolled glass marbles as semi-finished products. 'Angel-hair' are bundles of very tiny, blank glass threads drawn from bars that became an attribute of traditional Christmas decoration.
Joseph Schuller of the Wernhütte at Haselbach, Germany, was the owner of such a factory who invented the bar-barrel-procedure in 1931, in which bars were heated by a gas flame until liquid drops appeared that could then be drawn or pulled out into finer threads. These threads were immediately wound onto a barrel, now and then cut. The velocity used for drawing it out determined how thin the thread would become. In 1936, Schuller succeeded in obtaining the twistable quality from the hot glass mass, which was the cradle of textile glass fibres. These first attempts at making glass fibres membranes for insulation used in post-war houses, began in 1948. Schuller's son Wolfgang improved this technique. Soon after, a single machine could produce 30 square metres per hour. In 1952, glass fibres membrane had developed as bitumen used on roofs and for making of tube bandages for large synthetic tubes. When the factory moved to Wertheim, where the new machines were constructed, this produced 1.8 million square metres of glass wool in 1953. Today, this production has increased to include the same quantity, but, in only half an hour!
Weaving mills made insulating and technical tissues out of glass fibre threads. In 1960, Schuller also opened the doors of a factory for producing fibreglass wall paper-replacing the jute tissues of wall covering and filters. In 1954, Schuller built factories in Canada and sold the licenses and machines to the rest of the world. In 1971, the family sold the company to the Johns-Manville Corporation, in Denver, USA. In 1972, a new factory was built to produce pallets as basic material for the fibreglass industry. In 1973, this factory established a twiner in Wertheim where glass fibres could be manufactured into threads. By the time the health dangers of asbestos proximity and inhalation were understood, all its fibres could be replaced by glass threads and industrial glass insulation tissues including blankets for covering kilns and the tunnel belts for coolers. NB: Asbestos and Chrysotile is a natural material of tiny microscopic and needle-like fibres, mainly consisting of silica or mineral fibres. The Romans used it for lamp wicks and cremation cloths. Forgotten in the Middle Ages, Marco Polo brought the knowledge back from China where he had seen “fabrics not burning in fire.” The material’s inexpensive, excellent insulating properties were lost forever when its use was prohibited in favour of people’s health.
Wet fibre machines produce broad glass membranes for an underlay for PVC floor coverings or raw glass membranes used layered with other materials, where several properties can be improved by adding synthetic materials. In 1980, Ecomat invented a fibreglass mat made from cut textile glass. These fibres, without any chemical addition, are cut and sown together in strips for insulation of washing machines and freezers. Recent innovations in High-Temperature-insulation plates and porous glass are used in chemical, bio-technological and medical industry products. With some 850 workers in Germany, China and Poland, the Schuller Company is still searching for new applications of the High-Tech-fibreglass.
|
|
|
|
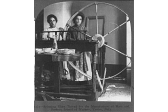
GLASS DRESS
Georgia Cayvan in her glass dress, circa 1893
Photo: Libbey, USA, The Libbey-Owens-Ford Glass Co. Records & the Ward M. Canaday Center for Special Collections, University of Toledo Libraries, libraryexhibits.utad.utoledo.edu
Libbey has its roots in East Cambridge, Massachusetts, home of the New England Glass Company which was founded in 1818. William L. Libbey took over the company in 1878 and renamed it the New England Glass Works, Wm. L. Libbey & Sons Props. In 1888, facing growing competition, Edward Drummond Libbey moved the company to Toledo, Ohio. The Northwest Ohio area offered abundant natural gas resources and access to large deposits of high quality sand. Toledo also had a network of railroad and steamship lines, making it an ideal location for the company. In 1892, the name was changed to The Libbey Glass Company. The glass making process was much different than it is today. At the time, the principal product was cut glass. Work was done slowly by hand methods and years of practice were needed to develop the necessary skills. Following WWII, Libbey discontinued the production of handmade glassware and began to concentrate on the automatic high volume techniques that would help Libbey become America's most recognizable name in glassware. The world's first machine-made stemware was automatically produced on Libbey equipment and a short time later Libbey developed its heat-treated process for glassware used in hotels and restaurants. Libbey became part of Owens-Illinois in 1935 and with O-I's progressive management and commitment to R&D, Libbey thrived. In June of 1993, Libbey strategically positioned itself for the future by becoming a public company. Since then, Libbey has fulfilled its promise to provide the largest selection of tabletop products for foodservice and consumer markets, purchasing Syracuse China in 1995, World Tableware in 1997, Royal Leerdam in 2002, Crisal in 2005, and Crisa in 2006.
On January 1st, Libbey Inc. takes over Royal Leerdam and Royal Leerdam Crystal from BSN Glasspack. In North America, Libbey Inc. is market leader in the area of table glassware. The names of Royal Leerdam and Royal Leerdam Crystal remain in use.
http://corporate.libbey.com
|
|
|
|
|
|
|
TEXTILE GLASS FIBRES
Glass fibres are thin, mostly with a circular profile and are gained from melted glass and manufactured further into threads. A section of a fibre is less than 18 um or 0,00018 mm. They are divided lengthwise comprises the originating technique into both glass filaments and glass stack fibres. Forming it, special pallets of E-glass are used, this alkali-free glass has a high percentage of boric oxide and aluminium and good resistance to water. When fibres must be resistant to acids, S-glass will be used, which is an alkali-lime-glass with a high borosilicate addition. D-glass is used when di-electric qualities are required –this refers to qualities apparent in an electric field, R-glass is used for high mechanical demands and M-glass for a high elastic standard.
|
|
Bobbin Lace Lamp
|
|
|
|
Van Eijk & Van der Lubbe: Bobbin Lace Lamp, glass fibre, 40 x 200 cm and 80 x 300 cm, www.ons-adres.nl and www.quasar.nl
Photo: Studio 4/A, Peer van de Kruis
|
|
In 2002 Niels van Eijk designed the Bobbin Lace Lamp – a lamp with no bulb, made from strands of glass fibre. The light is transported through the glass fibre strands. At each of the points where the 400 strands converge, one finds individual strands woven together, with the light being produced in a synthetic tube and transmitted via the shade, so that the entire construction of woven strands becomes a source of light in its own right. This makes it a unique employment of sophisticated technology executed in a paradoxical, manual fashion. The Bobbin Lace Lamp is handmade; there are two basic models, 40 cm and 80 cm in diameter, which can be produced on a made-to-measure basis and adapted to a given space, as in the case of the 2002 extension of the Diaconessenhuis in Leiden, which features rectangular Bobbin Lace Lamps. The shape of the three rectangular lamps plays on the flat surfaces of the facades and the colourful floor, which in turn are derived from De Stijl motifs. The work was commissioned by the Stichting Kunst Openbare Ruimte (SKOR).
|
|
|
|
|
|
|
Glass staple-fibres
Cutting filaments into fibres obtain staple-fibre-yarns or chopped strands of various lengths.
Glass staple-fibres are primarily fabricated by the glass industry using the spin-blow procedure in which liquid glass runs into spinning nozzles and pneumatic air or gas blows it into mono-threads with a length between 3 mm to 60 mm. This is stretched out by a perforated barrel that sucks and winds up these fibre-threads or yarns. The partially diagonal cross fibres of these threads are not as firm as the spun ones. Immediately after production a substance is added to the fibres that prevents the slippage of glass on glass. For spun glass threads this is called Schliechte, while for glass-staple-fibres Schmälze. These fibres can be spun and twined into glass threads, wadding, membranes and mats.
Additionally, paper sheets, used as very thin separation material for kiln forming techniques, are made out of glass-staple-fibre, while the binder is made of sugar that burns off when heated.
|
|
|
|
INSULATING FIBREGLASS
Insulating fibreglass, fibreglass membrane, glass wool or glass wadding are mostly made by an oscillate procedure. In the manufacture of 70 to 80% recycled glass is used while the rest consists of soda, sand and limestone. The liquid glass mass flows from a kiln into a rapidly rotating barrel. In the brim there are tiny holes where the liquid glass is oscillated and fibres are formed. Hot air with the speed of the rotating barrel blow the fibres away and stretch them out into 6 um (0,0006 mm). Because glass coagulates, the fibres break into small pieces, fall onto a moving band that turns them into a felt blanket called wadding. Sprayed with a plastic after drying, the blanket’s pattern becomes firmer in a hardening kiln. This glass wadding blanket or Roving is cut to measure then rolled up or packed as piece goods. It is put upon the market as yarn, joint band, loose wadding, netting blanket or galvanised netting, sewed with glass yarns, as a filling between two paper layers or covered with an aluminium layer on one side. Or, it is in the shape of strips, mats and membranes. Bowls -cylindrical elements- are obtained by shaping glass wadding soaked in a plastic. Pressed parts are obtained by pressing the soaked glass wadding into a plate. Glass wadding has excellent insulation qualities, is water repellent, a noise insulator and is fire-proof. Coarse mats of glass fibre are used as air filters and rectifying towers of distillation plants.
End of part I
Read Part II>
Angela van der Burght © 2002 This Side Up!, 2003 Fjoezzz
Thanks to Riekje Jouvenaz-Broekman, former lecturer at the Academy of Visual Arts Maastricht and former member SFBVO Commission Federation BVO and Glossary (Visual Arts Education Foundation Federation) TeHaTex, with whom I wrote most of this article.
Translation: Ingrid Bongers
|
|
ICD/ITKE RESEARCH PAVILION 2012
|
|
|
|
ICD/ITKE RESEARCH PAVILION 2012
Credit: Institute for Computational Design (ICD) - Prof. Achim Menges
Institute of Building Structures and Structural Design (ITKE) - Prof. Dr.-Ing. Jan Knippers
Photo: ©Roland Halbe 2012
|
|
Institute for Computational Design (ICD) - Prof. Achim Menges
Institute of Building Structures and Structural Design (ITKE) - Prof. Dr.-Ing. Jan Knippers
University of Stuttgart, Faculty of Architecture and Urban Planning
In November 2012 the Institute for Computational Design (ICD) and the Institute of Building Structures and Structural Design (ITKE) at the University of Stuttgart have completed a research pavilion that is entirely robotically fabricated from carbon and glass fibre composites. This interdisciplinary project, conducted by architectural and engineering researchers of both institutes together with students of the faculty and in collaboration with biologists of the University of Tübingen, investigates the possible interrelation between biomimetic design strategies and novel processes of robotic production. The research focused on the material and morphological principles of arthropods’ exoskeletons as a source of exploration for a new composite construction paradigm in architecture.
At the core of the project is the development of an innovative robotic fabrication process within the context of the building industry based on filament winding of carbon and glass fibres and the related computational design tools and simulation methods. A key aspect of the project was to transfer the fibrous morphology of the biological role model to fibre-reinforced composite materials, the anisotropy of which was integrated from the start into the computer-based design and simulation processes, thus leading to new tectonic possibilities in architecture. The integration of the form generation methods, the computational simulations and robotic manufacturing, specifically allowed the development of a high performance structure: the pavilion requires only a shell thickness of four millimetres of composite laminate while spanning eight metres.
BIOLOGICAL MODEL
Following a “bottom-up” approach, a wide range of different subtypes of invertebrates were initially investigated in regards to the material anisotropy and functional morphology of arthropods. The observed biological principles were analysed and abstracted in order to be subsequently transferred into viable design principles for architectural applications. The exoskeleton of the lobster (Homarus americanus) was analysed in greater detail for its local material differentiation, which finally served as the biological role model of the project.
The lobster’s exoskeleton (the cuticle) consists of a soft part, the endocuticle, and a relatively hard layer, the exocuticle. The cuticle is a secretion product in which chitin fibrils are embedded in a protein matrix. The specific differentiation of the position and orientation of the fibres and related material properties respond to specific local requirements. The chitin fibres are incorporated in the matrix by forming individual unidirectional layers. In the areas where a non-directional load transfer is required, such individual layers are laminated together in a spiral (helicoidal) arrangement. The resulting isotropic fibre structure allows a uniform load distribution in every direction. On the other hand, areas which are subject to directional stress distributions exhibit a unidirectional layer structure, displaying an anisotropic fibre assembly which is optimized for a directed load transfer. Due to this local material differentiation, the shell creates a highly adapted and efficient structure. The abstracted morphological principles of locally adapted fibre orientation constitute the basis for the computational form generation, material design and manufacturing process of the pavilion.
TRANSFER OF BIOMIMETIC DESIGN PRINCIPLES
In collaboration with the biologists, the fibre orientation, fibre arrangement and associated layer thickness and stiffness gradients in the exoskeleton of the lobster were carefully investigated. The high efficiency and functional variation of the cuticle is due to a specific combination of exoskeletal form, fibre orientation and matrix. These principles were applied to the design of a robotically fabricated shell structure based on a fibre composite system in which the resin-saturated glass and carbon fibres were continuously laid by a robot, resulting in a compounded structure with custom fibre orientation.
In existing fibre placement techniques, e.g. in the aero-space industry or advanced sail production, the fibres are typically laid on a separately manufactured positive mold. Since the construction of a complete positive formwork is fairly unsuitable for the building industry, the project aimed to reduce the positive form to a minimum. As a consequence, the fibres were laid on a temporary lightweight, linear steel frame with defined anchor points between which the fibres were tensioned. From the straight segments of the prestressed fibres, surfaces emerge that result in the characteristic double curved shape of the pavilion. In this way the hyperbolic paraboloid surfaces resulting from the first sequence of glass fibre winding serve as an integral mould for the subsequent carbon and glass fibre layers with their specific structural purposes and load bearing properties. In other words, the pavilion itself establishes the positive formwork as part of the robotic fabrication sequence. Moreover, during the fabrication process it was possible to place the fibres so that their orientation is optimally aligned with the force flow in the skin of the pavilion. Fibre optic sensors, which continuously monitor the stress and strain variations, were also integrated in the structure. The project’s concurrent consideration of shell geometry, fibre arrangement and fabrication process leads to a novel synthesis of form, material, structure and performance.
Through this high level of integration the fundamental properties of biological structures were transferred:
-
Heterogeneity: six different filament winding sequences control the variation of the fibre layering and the fibre orientation of the individual layers at each point of the shell. They are designed to minimize material consumption whilst maximizing the stiffness of the structure resulting in significant material efficiency and a very lightweight structure.
-
Hierarchy: the glass fibres are mainly used as a spatial partitioning element and serve as the formwork for the following layers, whilst the stiffer carbon fibres contribute primarily to the load transfer and the global stiffness of the system.
-
Function integration: in addition to the structural carbon fibres for the load transfer and the glass fibres for the spatial articulation, functional fibres for illumination and structural monitoring can be integrated in the system.
COMPUTATIONAL DESIGN AND ROBOTIC PRODUCTION
A prerequisite for the design, development and realization of the project was a closed, digital information chain linking the project’s model, finite element simulations, material testing and robot control. Form finding, material and structural design were directly integrated in the design process, whereby the complex interaction of form, material, structure and fabrication technology could be used as an integral aspect of the biomimetic design methodology. The direct coupling of geometry and finite element simulations into computational models allowed the generation and comparative analysis of numerous variations. In parallel, the mechanical properties of the fibre composites determined by material testing were included in the process of form generation and material optimization. The optimization of the fibre and layer arrangement through a gradient-based method, allowed the development of a highly efficient structure with minimal use of material.
The robotic fabrication of the research pavilion was performed on-site in a purpose-built, weatherproof manufacturing environment by a 6-axis robot coupled with an external seventh axis. Placed on a 2m high pedestal and reaching an overall working span and height of 4m, the robot placed the fibres on the temporary steel frame, which was actuated in a circular movement by the robotically controlled turntable. As part of the fabrication process the fibres were saturated with resin while running through a resin bath directly prior to the robotic placement. This specific setup made it possible to achieve a structure of approximately 8.0m in diameter and 3.5m height by continuously winding more than 60 kilometres of fibre rovings. The parametric definition of the winding motion paths in relation to the digital geometry model, the robotic motion planning including mathematical coupling with the external axis, as well as the generation of robot control code itself could be implemented in a custom-developed design and manufacturing integrated environment. After completion of the robotic filament winding process and the subsequent tempering of the fibre-resin composite, the temporary steel frame could be disassembled and removed. The remaining, extremely thin shell of just 4mm thickness constitutes an automatically fabricated, but locally differentiated structure.
The concurrent integration of the biomimetic principles of the lobster’s cuticle and the logics of the newly developed robotic carbon and glass fibre filament winding within the computational design process, enable a high level of structural performance and novel tectonic opportunities for architecture. Despite its considerable size and span, the semi-transparent skin of the pavilion weighs less than 320kg and reveals the system’s structural logic through the spatial arrangement of the carbon and glass fibres. The synthesis of novel modes of computational and material design, digital simulation and robotic fabrication allows both the exploration of a new repertoire of architectural possibilities and the development of extremely lightweight and materially efficient structures.
PROJECT DATA
|
Address |
Keplerstr. 11-17, 70174 Stuttgart |
|
Date of completion |
November 2012 |
|
Footprint Area |
29 m² |
|
Volume |
78 m³ |
|
|
|
|
Construction weight |
5,6 kg/m² |
|
Material |
Mixed laminate consisting of epoxy resin and
70% glass fibres + 30% carbon fibres |
PROJECT TEAM
Institute for Computational Design (ICD) - Prof. Achim Menges
Institute of Building Structures and Structural Design (ITKE) - Prof. Dr.-Ing. Jan Knippers
CONCEPT DEVELOPMENT
Manuel Schloz, Jakob Weigele
SYSTEM DEVELOPMENT & REALIZATION
Sarah Haase, Markus Mittner, Josephine Ross, Manuel Schloz, Jonas Unger, Simone Vielhuber, Franziska Weidemann, Jakob Weigele, Natthida Wiwatwicha
with the support of Michael Preisack and Michael Tondera (Faculty of Architecture Workshop)
SCIENTIFIC DEVELOPMENT & PROJECT MANAGEMENT
Riccardo La Magna (structural design), Steffen Reichert (detail design), Tobias Schwinn (robotic fabrication), Frédéric Waimer (fibre composite technology & structural design)
In collaboration with:
Institute of Evolution and Ecology, Department of Evolutionary Biology of Invertebrates
University of Tübingen - Prof. Oliver Betz,
Centre for Applied Geoscience, Department of Invertebrates-Paleontology,
University of Tübingen - Prof. James Nebelsick
ITV Denkendorf - Dr.-Ing. Markus Milwich
SPONSORS
Main sponsors:
KUKA Roboter GmbH Kompetenznetz Biomimetik SGL Group Momentive
More information:
http://icd.uni-stuttgart.de/?tag=researchpavilion2012
http://www.itke.uni-stuttgart.de/entwicklung.php?id=30
|
|
|
|
|
|
|
|
|
|